Das FLM-3D-Druckverfahren (Fused Layer
Modelling) ist ein additives
Fertigungsverfahren, bei dem Kunststoff durch eine
Düse aufgeschmolzen und in dünnen Bahnen auf eine Druckplatte
aufgetragen wird.
So entsteht Schicht für Schicht ein dreidimensionales Bauteil.
Im Vergleich zum SLA-Verfahren sind keine besonderen
Nacharbeiten erforderlich, da der Kunststoff nach dem Abkühlen
vollständig ausgehärtet ist. Es müssen lediglich
Stützstrukturen entfernt werden.
Falls erforderlich oder gewünscht, kann das gedruckte Objekt
beispielweise noch geschliffen, poliert oder lackiert
werden.
Für den Druck im FLM-Verfahren stehen unterschiedlichste
Kunststoffe mit verschiedensten Eigenschaften zu Verfügung, die
je nach Anwendung ausgewählt werden können.
Das Verfahren eignet sich vor allem für Prototypen,
Funktionsmuster und Kleinserien, ist dabei vergleichsweise
weniger kosten- und arbeitsintensiv als andere Verfahren.
Das SLA-3D-Druckverfahren (Stereolithografie)
ist ein additives Fertigungsverfahren, das
flüssiges photoreaktives Harz mithilfe eines
UV-Lasers aushärtet. Schicht für Schicht
entsteht so ein hochpräzises, detailreiches Bauteil. Das
Verfahren eignet sich besonders für feine Strukturen, glatte
Oberflächen und komplexe Geometrien.
Nach dem Druck erfordert das SLA-3D-Druckverfahren eine
sorgfältige Nachbearbeitung, um die Qualität und mechanischen
Eigenschaften des Bauteils zu gewährleisten. Zunächst wird das
gedruckte Objekt gereinigt, da es noch mit flüssigem Harz
bedeckt ist. Anschließend erfolgt die Aushärtung unter
UV-Licht, wodurch die endgültige Stabilität erreicht und die
mechanischen Eigenschaften verbessert werden. Außerdem müssen
Stützstrukturen vorsichtig entfernt werden, um die Oberfläche
nicht zu beschädigen. Je nach Anforderungen kann das Bauteil
abschließend durch Schleifen, Polieren oder Lackieren weiter
veredelt werden, um eine glatte Oberfläche oder eine bestimmte
Optik zu erzielen.
Für den Druck können unterschiedlichste Harze mit verschiedensten Eigenschaften verwendet werden. Bspw. können transparente, aber auch opake Strukturen erzeugt werden. Neben der Oberflächenbeschaffenheit können auch Gleiteigenschaften oder auch mechanische Eigenschaften variiert werden.

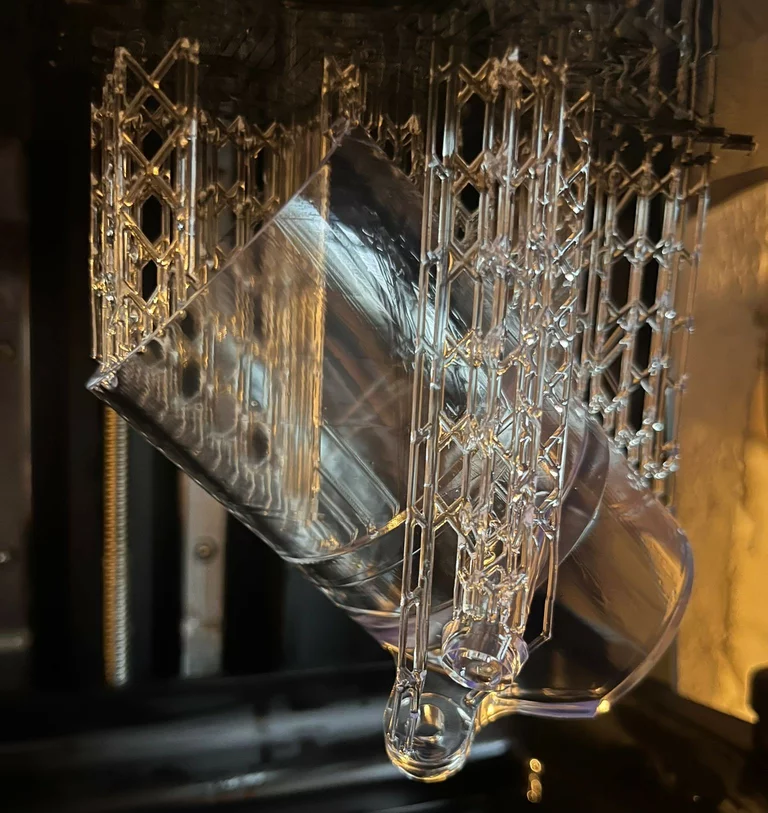
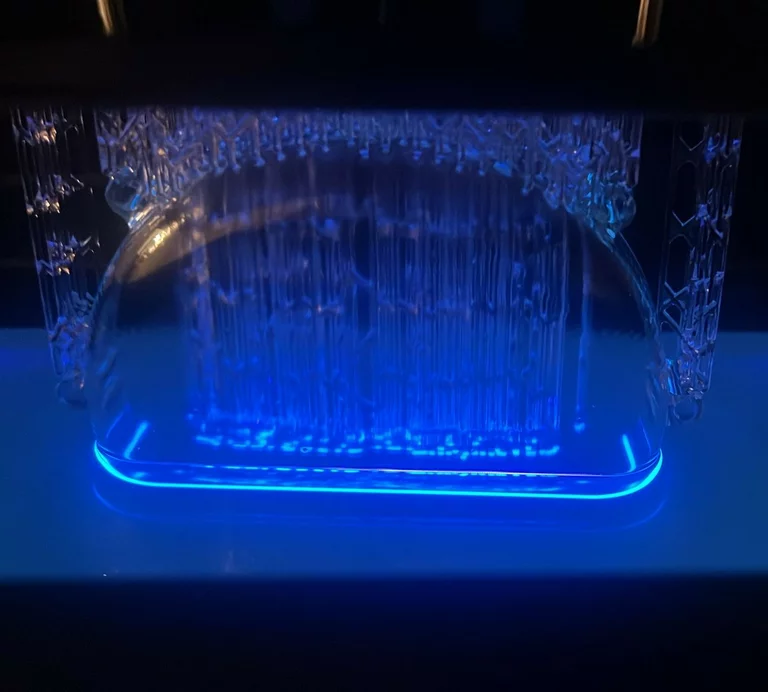
Objekte während bzw. kurz nach dem Druckvorgang auf dem Druckbett. Die Bauteile sind noch nicht nachbearbeitet und die Stützen müssen vor Gebrauch des Bauteils entfernt werden.
Wünschen Sie Beratung oder haben Sie Fragen?
Schreiben Sie uns über das Kontaktformular oder schicken Sie
uns gerne eine E-Mail an info@espresso-printing.de!